Sources of Water Pollution
Water is the only natural resource available in plenty and is essential for the survival of all living organisms. However, clean (or potable) water has become a precious commodity since its quality is degraded by various sources of pollution.
Some of these sources are:Sewage and Domestic waste
Industrial Effluents
Agricultural discharge /run off
Soaps and detergents
Toxic or heavy metals
Thermal Pollution.
Petroleum oil Spills
6.4.1 Sewage and Domestic Waste
The word sewage is generally used for combined liquid wastes discharged from all domestic (toilets etc.) and industrial sources. It consists of mixture of all liquid domestic wastes, including faecal matter, urine, soap and detergents. The total spent water (including sewage) of the community flowing through a sewer is referred to as municipal waste.
It is believed that about 75% of water pollution is caused by sewage and domestic wastes. There is uncontrolled dumping of wastes from rural areas, town and cities into water bodies. Due to population explosion, tremendous quantities of sewage are generated. Most of the sewage or municipal waste receive no treatment, particularly in most of the underdeveloped countries and some developed countries of the world.
Characteristics of Sewage
The characteristics of sewage include both physical and chemical characteristics.
Physical Characteristics
(i) Appearance : The sewage water normally has a high turbidity and appears greyish. Some times, the colour becomes black due to partial decomposition.]
(ii) Odour : Sewage after some time develops a characteristic rotten egg odour Qfhydrogen sulphide. This is due to the putrefaction.
(iii) Temperature : The temperature of sewage is normally a few degrees higher that the supply water. The temperature of sewage has an effect Qnsedimentation and biological activity.
Chemical Characteristics
The chemical characteristics of sewage can be of two types viz. inorganic or organic.
(i) Inorganic: The common mineral matter comprises of nitrates, phosphates, sulphates, carbonates and chloride of calcium, magnesium, sodium, potassium and iron. Besides, some trace quantities of toxic metals such as copper, chromium, zinc, manganese, lead and nickel may also be present.
(ii) Organic: The common organic matter includes fatty acids, esters, amino acids, amides, amino sugars, proteins and their decomposition products. These constituents affect the pH and the odour.
6.4.2 IndustrialEffluents
Industrial wastewater results from all manufacturing industries. These discharges are contaminated with materials used in the plant (starting materials), manufactured end products, intermediate products and by-products. All these materials are responsible for pollution of water bodies. The types of pollutants depend on the various industrial processes.
The industrial pollutants include suspended matter, chlorides, surfactants etc. The most troublesome are sulphates, nitrates, ammonium salts, salts of heavy metals and oils etc. These affect the colour, taste and odour of water in water bodies. These pollutants affect the dissolved oxygen (DO), biochemical oxygen demand (BOD) and chemical oxygen demand (COD) of the water.
Various pollutants from different industries are discussed below:
6.4.2.1 Textile Industry
Textile industry involves various operations and is among the major water users. The wastes from textile industry are variable in character. Many compounds produced by other industries are used in various stages. A composite waste from cotton textile unit comprises starches, dextrins, gums, glucose, waxes, pectins, alcohols, fatty acids, acetic acid, soaps, detergents, sodium hydroxide, carbonates, sulphides, sulphates, chlorides, dyes and pigments, dye carrier like phenols and benzoic acid, peroxides and chloride bleaching compounds.
Organic pollutants (in waste water) such as dyes, starches and detergents undergo chemical changes by using the dissolved oxygen from the receiving water bodies and thus destroy fish life. High concentrations of soluble inorganic salts make the water in the water bodies unsuitable for industrial and municipal use. Metals such as chromium and zinc are toxic to aquatic life. All these pollutants affect the colour and odour of water.
As per environmental laws, it is the responsibility of the textile industries to remove the wastes before the water is discharged into water bodies. It is, of course, best to reuse the processed water in the same industry. This procedure also results in saving the materials which can be used again in various processes.
6.4.2.2 Paper and Pulp Industry
The demand of paper and products obtained from it, have considerably increased. New pulping and bleaching processes have been developed. However, the main pollution associated with paper and pulp industry is the pollution resulting from the discharge of waste materials into the water bodies. The products obtained from paper are fine papers, coarse papers, tissues, specialities papers and cardboards. All these are made from pulp, which in turn is obtained from wood and the supporting and conducting tissues of the trees and bamboos.
The discharge of spent water from pulp and paper industries (into water bodies) contains two types of pollutants; viz. suspended matter and dissolved organic substances. The suspended matter consists of dispersed solids such as coarse and fine particles of bark, wood slivers and slit. The dissolved organic substances include lignins, tannins, carbohydrates, salts of fatty acids and other organics. Besides above, the wastes contain caustic alkalis (used for pulping), filler and coating materials (eg. clays, calcium carbonate and titanium dioxide), inks, sizing and hydrolysis products. The chemicals used in sizing, coating and bleaching processes form extremely harmful constituents of the waste.
The suspended matter in the wastes can form bottom deposits in receiving water bodies. These are harmful to aquatic life and on decomposition, produce odoriferous components. The water in the water bodies becomes opalescent and so the penetration of sunlight into water is considerably reduced, resulting in reduced photosynthetic processes.
The dissolved organics in the discharged water are slowly acted upon by micro-organisms and converted into simple harmless compounds. However, in this process, oxygen dissolved in water is consumed and this results in the death of some of the aquatic organisms.
A commonly used pulp-bleaching agent is chlorine. Though, it is known for its excellent bleaching ability but when discharged into aquatic systems, it reacts with other industrial effluents to produce a number of chlorinated products; the most harmful of these is tetrachlorodibenzo-p-dioxin.
T etrachlorodibenzo-p-dioxin
The pulp and paper industry discharge is rich in sodium salts of resin acids and higher mercaptans, which are toxic to fish and other aquatic organisms.
The pollution caused by paper and pulp industry is minimised by the following procedures:
(i) Removal of particulate pollution : This is affected by allowing the particles to settle down (under the influence of gravity) in settling tanks. In case the suspended particles are light, coagulants such as alum or silica are added to expedite the settlement processes. The particulate settled material is removed from the bottom of the settling tanks and from this material, the fillers, pigments and coating materials might be isolated and reused.
(ii) Removal of dissolved organic matter : The effluents after removal of suspended matter is treated with micro-organisms and oxygen in specially designed tanks called the stabilization basins. In these basins, mechanical stirrers stir the liquid material and air is bubbled in.
By this process, the organic effluents are biologically oxidised into harmless substances.(iii) Recycling of water : The water obtained after removal of suspended particulate matter and dissolved organic matter (as described in (i) and
(ii) above) is recycled. This procedure helps to reduce the discharge of unwanted noxious chemicals in the water bodies.
(iv) Use of alternative bleaching agents: Though chlorine is a very effective bleaching agent, it reacts with other industrial effluents to produce toxic chemicals. In view of this, attempts have been made to replace chlorine with Otherbleaching agents like hydrogen peroxide and ozone. However, it adds to the costs.
(v) Recycling of waste paper: It goes without saying that the waste used paper should be recycled. It is very convenient to convert used paper into pulp by treatment with alkali and steam. The pulp, thus, obtained is bleached. This procedure saves a host of other chemicals which are used to convert wood into pulp.
6.4.2.3 Leather Tanning Industry
The raw material in leather industry (hides of cattle and the skins of certain other animals) is mostly the by-product of edible meats, which is produced in slaughter houses. The leather industry is one of the oldest industries. With the advancement of scientific knowledge, leather industry has now developed into a technical industry. Basically, there are only three types of tanning processes.
(i) Vegetable tanning process: In this process, sole, belting and saddlery leathers are tanned with infusions of barks, wood, nuts and leaves.
(ii) Chrome tanning process: In this process, shoe upper leathers are made from calf, goat, horse or cattle hides tanned with mineral salts. Some leathers are tanned with formaldehyde and some others are tanned with zirconium salts in a process similar to chrome tanning.
(iii) Some leathers are tanned by a combination of vegetable and chrome or in combination with newer synthetic tanning materials.
Whatever process is used, the skin and hides are made free of hair and extraneous tissues before being tanned.
This is achieved by steeping the hides in saturated lime solution fortified with sodium sulphide or other materials. The de-haired skin and hides are then subjected to enzyme treatment to remove the final hair debris. In the above process, water is used which should not be hard but it should be free from micro-organisms; for micro-organisms disinfectants are used.After tanning, the leather is subjected to finishing processes. A number of such processes are in the use. The choice of the process depends on the use for which the leather is put to.
The leather and tanning industry produce effluents which contain small bits of skin tissue, soluble proteins, hair, blood, dirt, salts of many kinds and lime mixed with sulphides, amines, chrome and vegetable tanning agents, sugars, starch, oils and fats, acids, alkalies, dyes and pigments.
The tannery waste contains organic pollutants which are responsible for using the dissolved oxygen in water bodies and so are responsible for destruction of aquatic life. The tannery waste must be evaluated for their biochemical oxygen demand, suspended solids, pH, basicity, colour, turbidity, mineral content etc. The pollution caused by leather tanning industry can be minimised by the following procedures.
(i) Removal of particulate pollution: This is carried out as described under paper and pulp industry (see Sec. 6.4.2.2)
(ii) Removal of dissolved organic matter: This is carried by the procedure described under paper and pulp industry (see Sec. 6.4.2.2).
The pollution can be minimized by adopting some new procedures in the tanning process. Some of these are as follows:
• In unhairing bath, dimethylamine (DMA) sulphate is used instead of amines. The use of lime is also avoided.
• Use of proteolytic enzymes for loosening the hair.
• Synthetic tanning material is used in combination with natural and mineral tanning materials. Most of the synthetic tanning materials are absorbed by the hide and remain as part of the leather.
6.4.2.4 AgrochemicalIndustry
Most of the agrochemicals, viz. fertilizers, insecticides, herbicides and fungicides are used in large quantities for better and quality crops. These are made by various industrial processes. The discharges from these industries contain various toxic chemicals and when discharged into water bodies are responsible for a number of adverse effects.
Fertilizers are essential plant nutrients. When fertilizers containing sulphates, nitrates and phosphates are added to the soil, some of these are washed off through rain fall, and these agricultural discharges find their way into various water bodies. The excess use of fertilizers distrupt the nitrogen and phosphate balance in water bodies, resulting in increase of BOD of water sources and this may also lead to eutrophication of the lakes etc.
Some insecticides, pesticides and herbicides are not biodegradable. When sprayed on crops, they remain adhered to the soil for long periods. During rainfall, these agrochemicals are carried as suspended particles into water bodies and create problems. For a detailed discussion on agrochemicals, see sec. 4.4.6.
6.4.2.5 Petrochemical Industry
The basic raw material for petrochemical industry is petroleum, which is thick and usually dark coloured liquid, found below the earth’s crust trapped within rock structure or below the water in the oceans. The origin of the word petroleum is from the Latin words ‘petra’ (meaning rock) and ‘oleum’ (meaning oil).
Following are the various operations performed in the petroleum industry.
(i) Isolation of Crude Oil: It involves isolation of crude oil (petroleum) from underground sources (below the surface of earth or oceans). Wastes from production operation by drilling include mud. Even after separation of crude oil, some amount of crude oil remains in the mud and accompanying water (water is used for drilling purposes for cooling the pipes). Though water does not come in contact with oil directly, but some oil may enter water by leakage etc.
(ii) Transportation : The crude oil is transported to the refineries through pipelines or oil tankers. Transportation via pipe lines is a safer way, though sometimes leaks in pipes may occur. Leakage of pipe lines under the surface of water in the oceans may lead to ocean water pollution (see Marine Pollution, chapter 7). However, transportation by oil tankers is not very safe. The oil tankers may meet with accidents resulting in spilling of oil which causes pollution. Wastes from cleaning of transportation equipment also require special precautions and treatments.
(iii) Refining : Petroleum is a mixture of aliphatic and aromatic hydrocarbons. These are separated by fractional distillation into various fractions (as given in Table 6.5).
Table 6.5 Some important fractions of petroleum
| Fraction | Building range | Approximate composition |
| Gaseous | Up to 30oC | c1-c4 |
| Petroleum ether | 30-70oC | C3-C7 |
| Gasoline (Petrol) | 40-200oC | C5 ■ C10 |
| Kerosene oil | 170-290°C | Ńţ ^ C16 |
| Heavy oil | 250-320oC | C15 - C19 |
| Lubricating oil | 320-400°C | c∏ ■ c50 |
Water is used in refining operations for cooling etc. The waste water is usually contaminated with various fractions of the fractional distillation of crude oil.
The most important fraction obtained by refining of petroleum is gasoline (petrol) which is used as an automobile fuel. However, the yield of this fraction is quite low. Due to increased demand of this product, the yield of this fraction is increased by cracking. By this procedure, higher boiling fractions are converted into lower boiling fractions. There are two types of cracking. The first is liquid phase cracking, in which heavy oil is cracked by heating (470-525oC) under pressure (10-70 atmospheric pressure); the yield is 60-65%. The second is the vapour phase cracking. In this process, kerosene oil or any other material is heated at 600oC under 3-10 atmospheric pressure. Following are the products of cracking of some of the hydrocarbons:
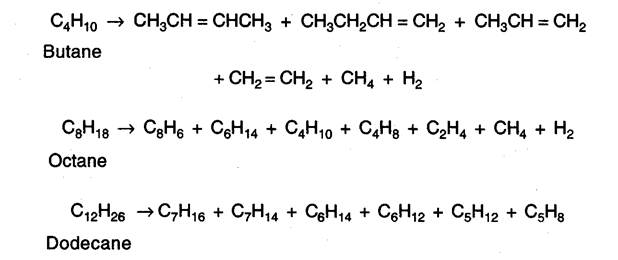
The mechanism of cracking is complex. Besides molecular disintegration, it also involves polymerisation, alkylation, cyclisation, aromatisation etc. Some of these are discussed below:
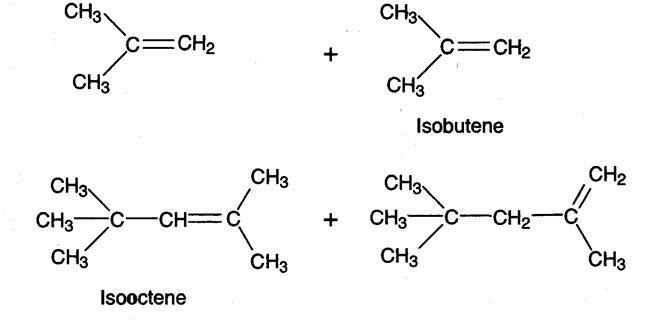
(i) Polymerisation : The hydrocarbons - butane, butene isobutene etc. produced during cracking undergo polymerisation. For example, isobutene on dimerisation gives ⅛o-octene, which on hydrogenation gives isooctane having high octane number..
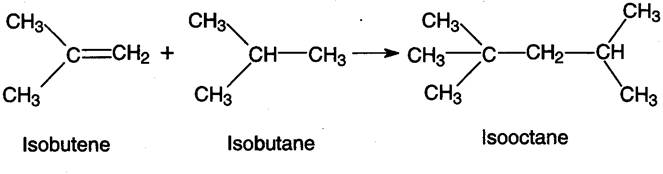
(ii) Alkylation: Highly branched hydrocarbons, which constitute high quality gasoline are formed during alkylation involving addition of saturated hydrocarbons to alkenes. Thus, addition of isobutane to isobutene gives isooctane.
(iii) Reforming : This process is used to increase the octane number and consists ofheating the gasoline at 6000 under pressure (28-50 atm.). In this process, no cracking takes place, but the molecule is reformed. In reforming, there may be isomerization, dehydration, cylisation, and aromatisation. Some examples are as follows:
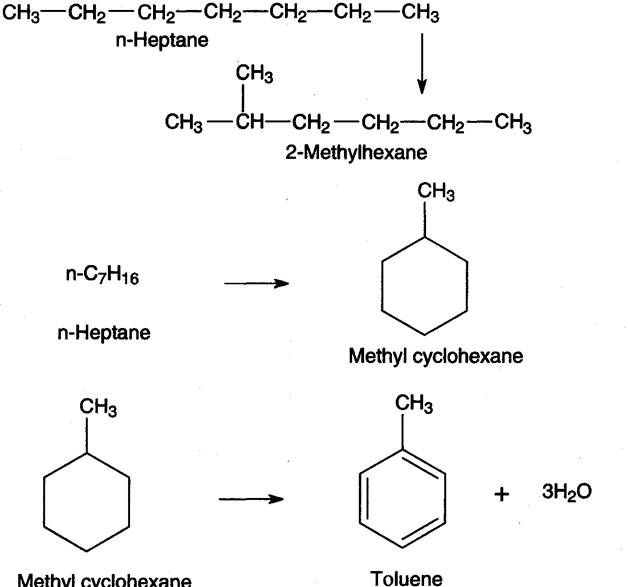
Reforming can also be carried out in presence of catalysts like oxides of chromium, vanadium, molybdenum or aluminium at 150-300°.
(iv) Production of petrochemicals : A large number of organic chemicals are produced from petroleum sources. These are obtained either from natural gas or any other chemical obtained during the refining of crude oil. All such chemicals that are derived from petroleum sources are called petrochemicals. Petroleum is a source of approximately one million organic compounds. The main processes that convert petroleum hydrocarbons into raw materials for chemical industries are (a) removal of hydrogen (Dehydrogenation) to give unsaturated hydrocarbons (alkenes or aromatics), (b) oxidation and (c) chlorination. Wastewaters from petrochemical industries comprise surface run-off, process water and cooling water. Water immiscible oils and solvents with high BOD along with solid matter are common to both oil refineries and petrochemical industries.
The wastewaters from petroleum and petrochemical industries usually contain:
• Chemicals including acids, alkalies, sulphides, mercaptans, ammonia, phenols and suspended solids.
• Separable and emulsified oils are found in wastewater sources. Sulphides are obtained from cracking units; these also contribute to phenolic wastes.
• Many oxidisable solutes present in refinery wastewaters contribute to overall oxygen demand. Bad taste and odours in waste waters are caused by phenolic, naphthenic, nitrogenous and organic sulphur compounds; all these result from treating operations for removal of sulphur, nitrogen and oxygen compounds from crude and distilled fractions.
It is best to treat the wastes discharged from the petrochemical industries before they are allowed to find their way into water bodies. Some of the procedures for waste disposal or treatment are given below
(i) In-House Procedures - Specific precautions and procedures should be adopted to prevent entry of the wastes into the water bodies. These procedures involve recovery of raw materials, intermediates and final end products from the discharges. Reuse of water in cooling towers is helpful. The discharges usually contain oil, which can be separated.
(ii) Water soluble volatile components from wastewater streams are removed commonly by steam distillation in specially designed equipments. The wastewater contains varying amounts of sulphides, ammonia and phenolics depending on the type of the crude oil; these are obtained by the distillation of crude oil and in catalytic cracking. Oxidation of sulphur compounds and ammonia is carried by air.
(iii)Some selected wastes are combusted in specially designed incinerators.
(iv) Chlorinated hydrocarbons obtained in wastes of petrochemical manufacturing processes are removed by absorption in towers.
(v) Addition of certain reagents like aluminium sulphate, ferric chloride and aluminium chloride to waste waters help in chemical flocculation. In this procedure, the fine particles coagulate forming bigger molecules which settle down and can be removed.
(vi) Biological oxidations are extensively used for treating refinery wastewaters.
6.4.2.6 Food Processing Industries
In food processing industries, certain additives are added to improve its appearance, flavour, texture and shelflife. These food additives
∙ improve or maintain the nutritional quality of food. An example is the addition of vitamin D and A to edible oils including butter.
∙ improve the shelf life of food. An example is addition of calcium propionate to make bread.
Citric acid is added to preserve fruit juices. Also, artificial colours and flavours are added to make the food more attractive.
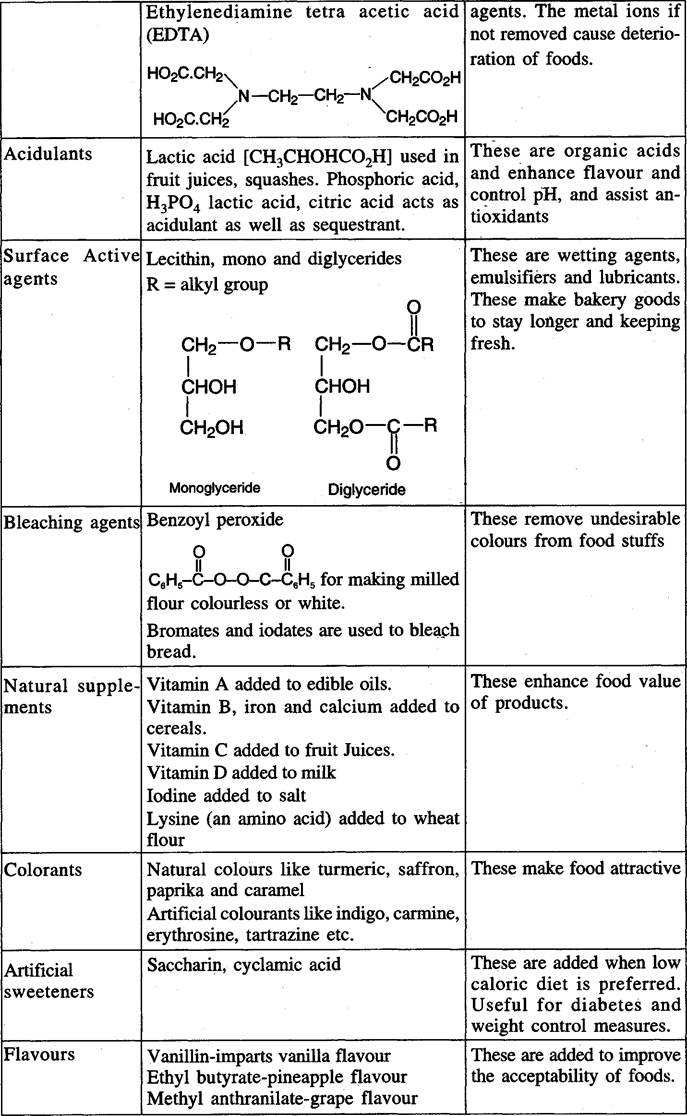
Table 6.6 gives some of the additives along with their functions.
Table 6.6 Some common additives used in food industries
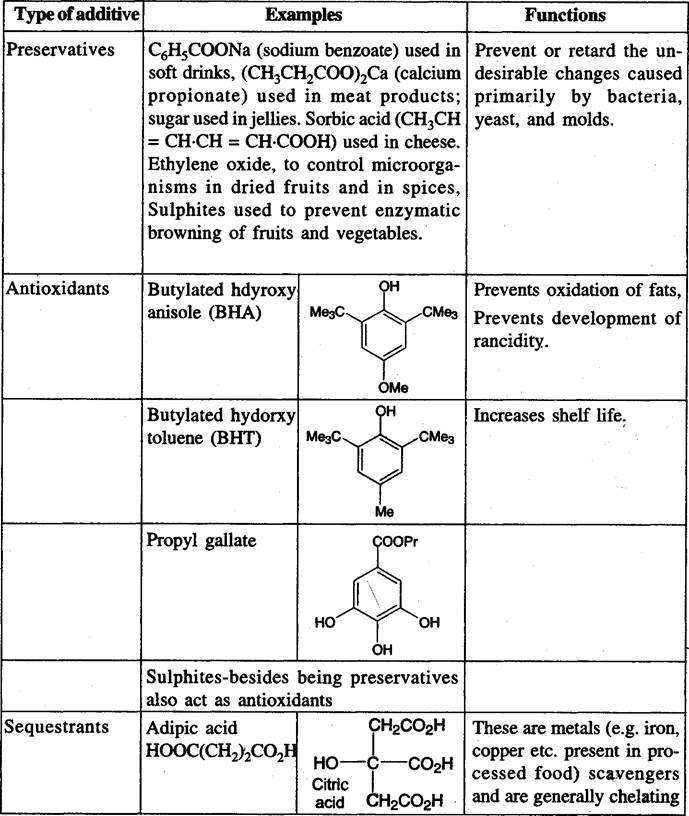
Though additives are used for improving the quality, appearance, flavour, texture and shelf life of food products, these should be used in right amounts, since some of them may have harmful effects. The harmful effects of some of the food additives are given below:
/ ■
SodiumNitrite
It is used as an additive for cured meat products. It prevents botulism in cured or canned meat products. It also acts to stabilize the colour and flavour of the meat. Sodium nitrite is known to inhibit growth of bacterium.
ClostridiumBotulmum
This bacterium if not checked, produces poisonous toxins. The nitrite in food products is partially converted into nitrous acid which may react with secondary amines in the meat to yield N-nitrosamines.

These nitrosamines are believed to be carcinogenic. The nitrites may find their way into human stomach when cured meat is consumed. The best option is to use minimum amount of nitrite (about 200 ppm per kg of meat product).
Radiation
Radiation is not an additive, but it is a non-chemical method of food preservation. Beneficial effects are extension of storage life of crops, disinfection of cereals, fruits and destruction of pathogens. In fact, irradiated foods retain their freshness, flavour and nutritional value. However, the consumers are concerned by the fear that radiation of food material may generate toxic radiolytic products and may result in the formation of radicals which are very harmful.
BHAandBHT
The antioxidants BHA and BHT exhibit anti-microbial activity against several common food pathogens and viruses. These inhibit the oxidation of food fats, especially unsaturated fats in the body. In experimental animals, it has been found that the liver gets enlarged and the rate of synthesis of DNA and RNA gets slowed down, which in turn reduces the rate of cell division and growth. However, these effects have not been observed in humans. One thing which has been established is that if the oxidation of fats in the body is not prevented, peroxides are produced which are definitely carcinogenic. The recommended daily intake of BHA and BHT is 0.3 mg and 0.125 mg, respectively per kg of body weight.
Diethyl Pyrocarbonate
• It is used as an anti-microbial food preservative in fruit juices, wine and beer. Normally, it gets hydrolysed to ethanol and carbon dioxide. However, the beverages usually contain small amount of amino acids and proteins, which slowly hydrolyse to give ammonia. The ammonia so formed reacts with diethyl pyrocarbonate in the pH range 4-9 to form urethane (ethyl carbonate, H2N- COOEt) which is carcinogenic. WHO has recommended that diethyl pyrocarbonate should be used in those beverages which have a pH lower than 4 and a low concentration of amino acids and proteins. The recommended level of diethyl pyrocarbonate is about 300 mg per kg of food item.
Phosphoric Add
It is used in soft drinks (cola types). Excessive intake of phosphoric acid reduces the level of calcium and leads to osteoporosis - a condition in which bones becomes brittle and more susceptible to fractures.
Potassium Bromate
It is used as a bleaching agent for flour. In experimental animals, it has been found that in bromate fed rats, there is increased incidence of kidney tumours. Due to this reason, the use of bromide in flour is significantly curtailed. Some countries have banned the use of bromate as an additive.
Artificial Sweeteners
Saccharin and cyclamates are commonly used artificial sweeteners in a variety of foods. It has been found that in experimental animals, both saccharin and cyclamates produced bladder cancer. In case of cyclamate, the metabolite cyclohexamine is a cancer promoter. WHO has recommended a daily intake of 0.43-4.3 mg and 4-10 mg per kg body weight of saccharin and cyclamate, respectively. In some countries pregnant women are advised to avoid saccharin and cyclamates.
6.4.2.7 Dairy Industry
Dairy industry includes processing of milk to produce homogenised pasteurised milk, milk powder, cheese and other products. The wastes from dairy industry resemble other food wastes but do not contain suspended solid materials. These wastes arise during handling of milk at different stages, eg. receiving section, bottling, condensing, dry milk powder manufacture and cheese and butter making along with ice-cream manufacturing. The wastes from dairy plants consist of various dilutions of milk that enter the drainage system. The wastes also include by products such as buttermilk and skim milk that cannot be utilized. Most of the dairy wastes (expect the by-products) can be reduced by proper handling and controls so that there is no spilling or leakage. The byproducts such as whey, buttermilk should not be allowed to enter the plant sewer system.
The dairy wastes are composed of organic matter and are high in oxygen demand. If allowed to enter the water bodies, the oxygen in these is considerably depleted causing serious pollution. Milk wastes also contain nitrogen and phosphorous, which are harmful if allowed to enter the water bodies.
The dairy wastes are allowed to settle in settling tank. Here, lactose is converted into lactic acid which precipitates the casein. Air is bubbled into these tanks which is helpfill for biological oxidation of organic matter. The solid material is filtered before the wastes are discharged into water bodies. However, if suitable land is available, disposal of milk wastes by irrigation is possible; this is the most convenient and economical procedure of dairy waste disposal.
In units dealing with the manufacture of soymilk, the waste consists of particles of soybeans. These are removed by filtration and then used for cattle feed.
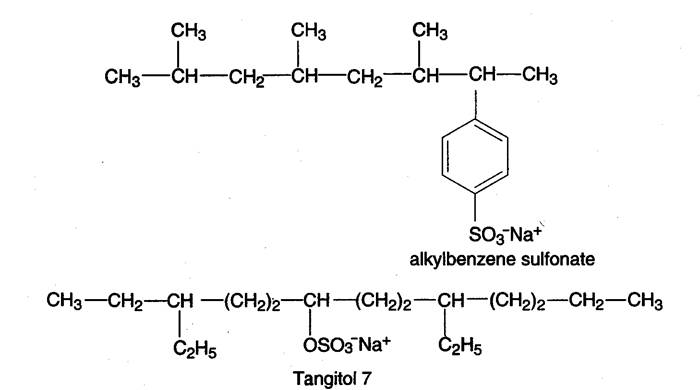
6.4.2.8 SoapsandDetergents
Soaps are sodium salts of fatty acids. They are obtained by the saponification of fats and oils. Synthetic detergents (or syndets) are soap substitutes and comprise of surfactant, builder and other ingredients. Soaps are not effective in hard water (there is considerable loss of soap before it is available for cleaning purpose) compared to detergents which can be used in hard water. A common class of detergents is alkylbenzene sulfonates. Both soaps and detergents contain non-polar or hydrophobic (water repelling) group (the fatty acid chain in soaps and the alkylbenzene group in detergents) as well as a polar or hydrophilic (water attracting) group (the carboxylate group in soap and the sulfonate group in detergents). Due to the presence Ofhydrophobic as well as hydrophilic groups, both soaps and detergents lower the surface tension of water and aid in the wetting of clothes, dishes etc. and in emulsifying and dispersing of soil or dirt particles; such substances are called surfactants.
The soaps cause virtually no environmental problems, since they are biodegradable. In aquatic systems, they are degraded by micro-organisms in presence of oxygen into harmless products (C02, H2O, carbonates and bicarbonates). The disadvantage of using soaps is that they do not function efficiently in hard water. The calcium and magnesium ions present in hard water react with soap to produce precipitate of calcium and magnesium salts of fatty acids. 
' This leads to wastage of soaps. Also, the precipitates of calcium and magnesium salts adhere to the fabrics and stain them. Further, in acidic medium, the soaps are precipitated as fatty acids.
The detergents, on the other hand, are not completely biodegradable. When discharged into water bodies, a part of detergents always persists and causes environmental problems. It has been found that detergents having branched chain are less biodegradable than those having a linear carbon chain. Some examples are as follows:
Linear chain detergents (more biodegradable)
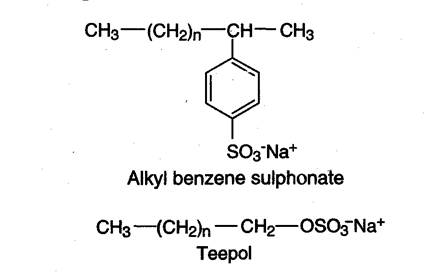
Branched chain detergents (less biodegradable)
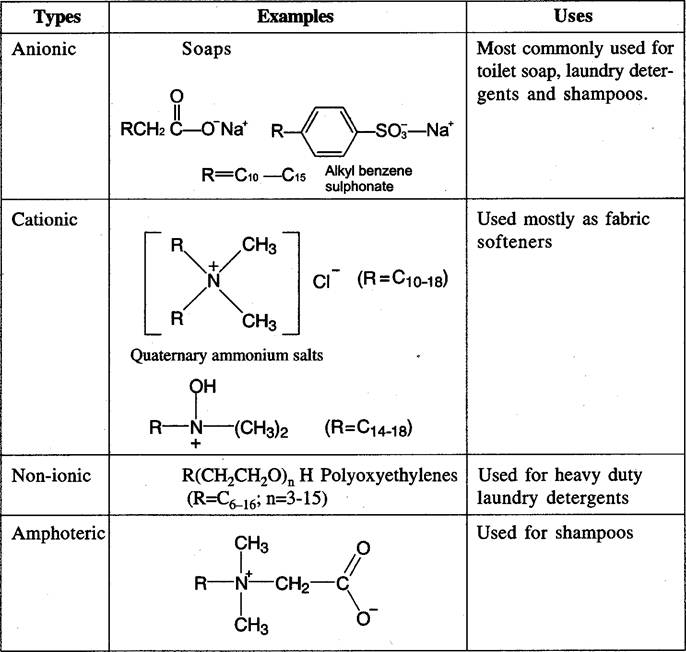
TypesofSurfactants
The surfactants can be anionic, cationic, non-ionic or amphoteric in nature. Table 6.7 gives example of various types of surfactants along with their applications.
Table 6.7 Types of Surfactants
Ingredients OfDetergents
As already stated, the detergents are of synthetic origin and contain surfactants (mostly anionic like alkyl benzene sulphonates) and builder along with other additives. Some of the additives are given below in Table 6.8.
Table 6.8 Additives of Detergents
| Additive | Exiunple | Roleofadditive |
| Builders* | Polyphosphates* | Better cleaning action even in hard water |
| Brighteners | Ultramarine | Improve the appearance of the fabric |
| Bleachers | Perborates | Removing stains etc. |
| Enzymes | Amylase | Removing starch, protein based stains |
| Softeners | Quaternary ammonium salts | Making fabric feel soft |
(Note: Builders, the most important additive will be discussed in detail subsequently)
Builders are the most important constituents of detergents and are present to the extent of about 40% of the total weight. Following are the most useful and powerful builders.
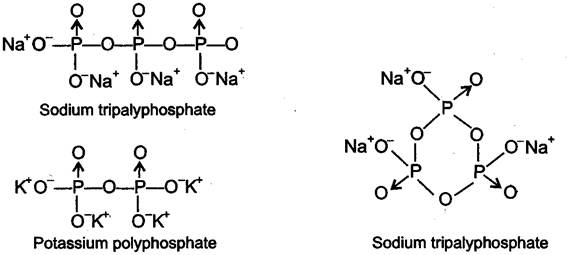
Following are given some of the common and useful functions Ofbuilders
(i) The builders act as sequestering agents. These block the Ca2+ and Mg2+ ions present in hard water.

It is due to this reason that detergents are effective even in hard water.
(ii) Builders along with surfactants exhibit marked synergistic effect; this makes their combination a much better cleaning agent.
(iii) Builders make the wash solutions alkaline -a requisite necessary for effective removal of soil and dirt particles.
(iv) Builders act as buffers- this implies that change of pH during washing is taken care of.
(v) Builders are responsible to make aggregates of surfactant molecules in a concentrated wash solution commonly called micelles. These micelles remove oil and grease particles (from the fabric to be cleaned) by dissolving them.
The main problem with polyphosphate additives (builders) is environmental. These cause eutrophication of water bodies. This aspect is discussed in a subsequent section.
Effects of Soaps and Detergents on Environment
Soaps, as already stated, are biodegradable. This implies that when
discharged into water bodies, these are acted upon by micro-organisms in presence of dissolved oxygen and converted into harmless products (e.g. carbon dioxide, water, carbonates and bicarbonates). On the other hand, detergents affect the environment. Following are some of the harmful effects of detergents on the environment.
(i) Detergents containing phosphate as builders contribute to the growth of algae in water bodies. This results in the consumption of the dissolved oxygen and the aquatic animals are deprived of oxygen resulting in then- death. Thus, phosphate detergents are the main cause of eutrophication of water bodies, particularly lakes.
(ii) Aquatic animals and water plants are severely affected by synthetic detergents. A concentration of 2.5-3.5 percent of common household detergents causes mortality to some types of fish and retards the growth of (or even kill) the water plants.
(iii) Health hazards- The workers in detergent industry are exposed to enzyme additive in the formulation section. The enzymes attack the proteins in the soft lung tissue resulting in allergic conditions and respiratory problems.
(iv) The potable water acquires objectionable taste.
(v) The detergents make the water purification process difficult. This is because, the micro-organisms which oxidise organic pollutants to harmless materials are killed. Also, with detergents, the oily and greasy impurities are emulsified and their removal becomes difficult by skimming process.
The best way to check the environmental problems is to use nori- phosphate builders. Some builders which have been tried are EDTA, sodium citrate, zeolite-A [Na2O.Al2O3.2SiO2.4.5H2O] and nitrilotric acetic acid [N(CH2COOH)3]. However, none of these is as efficient as the phosphate additives.
6.4.2.9 Hazardous Wastes
Hazardous wastes are mostly the by-products of various industrial set ups. Some of these are known carcinogens and some are suspected carcinogens. Table 6.9 gives various types of hazardous wastes and their sources.
Table 6.9 Hazardous wastes
| Type ofhazardous waste | Source |
| Cyanide wastes | Electroplating industries and some metallurgical operations |
| Metal finishing wastes | Metal polishing industries |
| Wastes containing water soluble compounds of lead, copper, zinc, chromium, nickel, selenium, barium, antimony (heavy metals) | Extraction of various metals from their ores |
| Mercury, arsenic, thalium and cadmium wastes (heavy metals) | Metallurgical Processes |
| Waste from paints, pigments, glue and printing inks | Paint and pigments industries |
| Dyes | Dye industries and dyeing of fabrics |
| Oil and oil emulsions Tary wastes and tar residues | Petroleum extraction and refining |
| Asbestos | Mining and construction industries |
| Agrochemicals | Agro industries |
In addition to the hazardous wastes mentioned above (see table), some more examples of hazardous wastes include:
• plastic materials generate harmful combustion products when disposed off by burning; the toxic materials generated include carbon monoxide, sulphur dioxide, nitrogen oxides, ammonia, formaldehyde, hydrogen cyanide, hydrogen chloride etc.
• the insulating fluid used in the electrical transformer on burning produces toxic materials containing polychlorobiphenyls (PCBs) which take very long time for biodegradation.
• the nuclear waste generated in nuclear plants is highly dangerous and may cause various complications.
• the sludges arising from treatment of waste waters containing heavy metals, toxic organic compounds, oils, emulsions etc. are extremely harmful.
• the discarded containers containing hazardous and toxic wastes are also hazardous waste.
• traces of heavy metals (see table above) such as Hg, Cd, Pb, As, Co, Mn, Fe and Cr are deleterious to aquatic ecosystem. Wastes containing high concentration of toxic metals are extremely toxic to all organisms. These metals are cumulative poisons and if accumulated in the food chain can have very severe consequences. A detailed discussion on the heavy metal is given in sec. 5.4.12 under toxic elements in water.
Management of Hazardous Wastes
The methods of hazardous waste management include
• Reduction of waste at source
• Recycling, recovery and reuse
• Treatment
• Disposal
The first method, viz. reduction of waste at source is the most preferred one. The procedure to be adopted for any process should be the one which generates no or the least amount of wastes. These include
• Recycling of a waste at site
• Improving process, technology and equipment which is the main source of waste generation
• Improvementinplantoperations
The common types of treatment are chemical, physical, biological or thermal treatment. Thermal treatment using incineration technique is the preferred procedure of hazardous waste management. Treated hazardous wastes are disposed off on land which is not a permanent solution since it is only a transfer of wastes from one place to another.
6.5